
Tahap pengisian adalah tahap penting dalam siklus injection Mold. Mulai dari Resin sebagai bahan, dalam hopper, disampaikan oleh sekrup di dalam ruangan, hingga injeksi termoplastik ke dalam rongga, tahap pengisian adalah salah satu faktor utama dalam proses produksi plastik. Dalam industri saat ini, tingkat produksi yang tinggi adalah penting. Untuk menjadi vendor cetakan custom yang baik, Anda harus memiliki kemampuan untuk memenuhi permintaan dari pelanggan dan pasar plastik.

Pada setiap hari awal saya memecahkan masalah mold, kami harus melakukannya dengan tangan dan dykem blue. Grinding di sana-sini untuk memaksa mold ke dalam produksi. Sekarang Anda dapat memotong waktu dengan menganalisis tahap pengisian; penentuan adalah suatu keharusan untuk meningkatkan tingkat produksi tanpa mengabaikan kinerja kualitas produk yang dihasilkan. Elemen ini dapat memberikan manfaat bagi industri untuk mencapai profitabilitas dan bertahan dalam industri plastik yang menantang ini. SOLIDWORKS Plastik dapat membantu Anda melakukan analisis ini.
Pada setiap hari awal saya memecahkan masalah mold, kami harus melakukannya dengan tangan dan dykem blue. Grinding di sana-sini untuk memaksa mold ke dalam produksi. Sekarang Anda dapat memotong waktu dengan menganalisis tahap pengisian; penentuan adalah suatu keharusan untuk meningkatkan tingkat produksi tanpa mengabaikan kinerja kualitas produk yang dihasilkan. Elemen ini dapat memberikan manfaat bagi industri untuk mencapai profitabilitas dan bertahan dalam industri plastik yang menantang ini. SOLIDWORKS Plastik dapat membantu Anda melakukan analisis ini.
Banyak faktor yang harus dipertimbangkan, seperti biaya mold, waktu ruang alat, dan waktu tunggu. Bahan dipilih dan waktu siklus mempengaruhi tingkat produksi dan kualitas produk. Parameter yang harus dipertimbangkan termasuk suhu yang digunakan untuk memanaskan resin, tekanan untuk memaksa lelehan dan waktu siklus untuk memandu proses pada tahap ini. Sebagai tahap pertama dari proses injeksi mold, tahap pengisian harus memberikan menuju ke tahap berikutnya, pengepakan. Pentingnya tahap ini adalah untuk mengontrol proses lari yang baik dengan pertimbangan dalam tahap pendinginan dan tahap ejeksi di garis lurus. Tinjauan tahap pendinginan dan tahap ejeksi menjadi penting untuk analisis ini. Akhirnya, analisis tahap pengisian dalam cetakan injeksi harus akurat untuk mencapai tingkat kualitas produksi yang baik tanpa meningkatkan biaya.

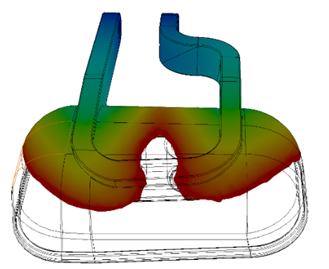
Mensimulasikan cacat bagian yang tidak diinginkan seperti Short shot, weld line, dan air trap adalah kunci untuk apa yang kami cari dengan tahap pengisian. SOLIDWORKS Plastik akan membantu pada tahap ini untuk menemukan cacat part dan membantu menghilangkannya sebelum menjadi masalah produksi.
Short Shot adalah bagian cetakan yang tidak lengkap karena bahan tidak cukup disuntikkan ke dalam cetakan. Udara yang terperangkap dapat menyebabkannya, tekanan injeksi yang tidak mencukupi (yang dihasilkan dari ketahanan lelehan tinggi dan jalur aliran terbatas), pemadatan polimer meleleh yang pra-matang, dan kerusakan mekanis. SOLIDWORKS Plastik akan membantu dengan melihat short shot, vent, tekanan injeksi bersama dengan semua opsi panas yang Anda perlukan.
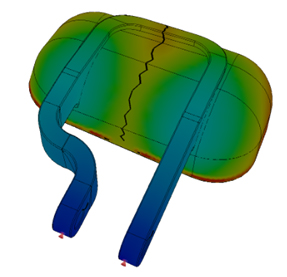
Weld line mungkin merupakan cacat cetakan injeksi yang paling umum dan sulit untuk dihilangkan. Hal itu terjadi ketika bagian depan aliran leleh bertabrakan dalam rongga cetakan. Weld line yang buruk hanya dapat menyebabkan cacat tampilan, atau secara signifikan dapat melemahkan integritas struktural suatu bagian. Kekuatan pada weld line dapat sedikitnya 20 persen dari kekuatan nominal bagian — atau bisa 100 persen lebih kuat, tergantung pada sejumlah variabel. Weld line yang lemah memiliki asal-usul dalam pemilihan material, desain part, tool, dan pemrosesan. Beberapa material kurang lebih “memaafkan” dalam hal weld line.
Desain produk penting karena ketebalan dinding yang tidak seragam dapat memvariasikan laju geser dan aliran dari lelehan depan, menghasilkan jalur aliran yang terbagi. Efek tool termasuk beberapa gerbang ke dalam rongga dan proyeksi dalam cetakan seperti bos dan tulang rusuk, serta lubang atau depresi, yang semuanya dapat mengganggu dan membagi aliran lelehan menjadi bidang yang terpisah. Variasi suhu di satu bagian permukaan cetakan juga dapat membuat aliran depan yang tidak seragam.

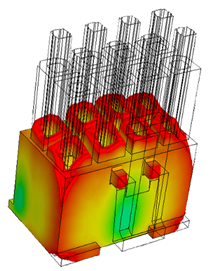
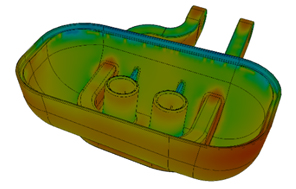
Udara yang terperangkap muncul di bagian rib, misalnya, di beberapa produk, rib sangat dalam, dan kemudian udara tidak dapat didorong keluar ketika plastik mengalir di daerah itu. Dan pada beberapa produk, ketebalannya sangat bervariasi. Selain itu, udara yang terperangkap juga berada di tempat plastik bertemu di ujung pengisian. Fenomena udara yang teperangkap atau air trap : produk tidak dapat mengisi dengan bahan penuh; Part menjadi putih, lebih buruk lagi, menjadi hitam. Dan dalam beberapa plastik transparan, ada gelembung kecil.

Untungnya, ada solusi untuk udara yang terperangkap di cetak injeksi: Membuat ventilasi udara di bagian tempat perangkap udara. Buat sisipan atau pin, maka udara akan melewati celah, tetapi sangat penting untuk menjaga dimensi yang akurat. Kalau tidak, akan ada flash. Penyesuaian parameter cetakan: kita dapat memperlambat kecepatan injeksi. Dengan demikian udara bisa didorong keluar oleh aliran material. Dan untuk material transparan, kita dapat meredakan atau memecahkan masalah keran udara dengan meningkatkan tekanan balik alat berat.
Dengan semua informasi di depan Anda selama analisis dari desainer injection proses, Engineer, perusahaan, dan pelanggan dapat mengandalkan SOLIDWORKS Plastik untuk memberikan informasi yang sangat berharga. Ketahuilah bahwa menemukan Short shot, weld line, dan perangkap udara sendiri memberi Anda keunggulan awal pada part yang siap produksi. Mengisi mungkin salah satu bagian terpendek dari total waktu siklus tetapi bisa menjadi yang paling penting.

Temukan area yang menyebabkan Anda paling banyak masalah dalam produksi dan gunakan SOLIDWORKS Plastik untuk membantu menyelesaikan masalah itu. Lihatlah ventilasi Anda, weld line, dan pola pengisian untuk kembali membantu memecahkan masalah dalam cetakan produksi yang telah berjalan bertahun-tahun untuk memotong beberapa detik untuk produksi yang lebih banyak.

Mensimulasikan cacat bagian yang tidak diinginkan seperti Short shot, weld line, dan air trap adalah kunci untuk apa yang kami cari dengan tahap pengisian. SOLIDWORKS Plastik akan membantu pada tahap ini untuk menemukan cacat part dan membantu menghilangkannya sebelum menjadi masalah produksi.
Short Shot adalah bagian cetakan yang tidak lengkap karena bahan tidak cukup disuntikkan ke dalam cetakan. Udara yang terperangkap dapat menyebabkannya, tekanan injeksi yang tidak mencukupi (yang dihasilkan dari ketahanan lelehan tinggi dan jalur aliran terbatas), pemadatan polimer meleleh yang pra-matang, dan kerusakan mekanis. SOLIDWORKS Plastik akan membantu dengan melihat short shot, vent, tekanan injeksi bersama dengan semua opsi panas yang Anda perlukan.
Weld line mungkin merupakan cacat cetakan injeksi yang paling umum dan sulit untuk dihilangkan. Hal itu terjadi ketika bagian depan aliran leleh bertabrakan dalam rongga cetakan. Weld line yang buruk hanya dapat menyebabkan cacat tampilan, atau secara signifikan dapat melemahkan integritas struktural suatu bagian. Kekuatan pada weld line dapat sedikitnya 20 persen dari kekuatan nominal bagian — atau bisa 100 persen lebih kuat, tergantung pada sejumlah variabel. Weld line yang lemah memiliki asal-usul dalam pemilihan material, desain part, tool, dan pemrosesan. Beberapa material kurang lebih “memaafkan” dalam hal weld line.
Desain produk penting karena ketebalan dinding yang tidak seragam dapat memvariasikan laju geser dan aliran dari lelehan depan, menghasilkan jalur aliran yang terbagi. Efek tool termasuk beberapa gerbang ke dalam rongga dan proyeksi dalam cetakan seperti bos dan tulang rusuk, serta lubang atau depresi, yang semuanya dapat mengganggu dan membagi aliran lelehan menjadi bidang yang terpisah. Variasi suhu di satu bagian permukaan cetakan juga dapat membuat aliran depan yang tidak seragam.
Udara yang terperangkap muncul di bagian rib, misalnya, di beberapa produk, rib sangat dalam, dan kemudian udara tidak dapat didorong keluar ketika plastik mengalir di daerah itu. Dan pada beberapa produk, ketebalannya sangat bervariasi. Selain itu, udara yang terperangkap juga berada di tempat plastik bertemu di ujung pengisian. Fenomena udara yang teperangkap atau air trap : produk tidak dapat mengisi dengan bahan penuh; Part menjadi putih, lebih buruk lagi, menjadi hitam. Dan dalam beberapa plastik transparan, ada gelembung kecil.
Untungnya, ada solusi untuk udara yang terperangkap di cetak injeksi: Membuat ventilasi udara di bagian tempat perangkap udara. Buat sisipan atau pin, maka udara akan melewati celah, tetapi sangat penting untuk menjaga dimensi yang akurat. Kalau tidak, akan ada flash. Penyesuaian parameter cetakan: kita dapat memperlambat kecepatan injeksi. Dengan demikian udara bisa didorong keluar oleh aliran material. Dan untuk material transparan, kita dapat meredakan atau memecahkan masalah keran udara dengan meningkatkan tekanan balik alat berat.
Dengan semua informasi di depan Anda selama analisis dari desainer injection proses, Engineer, perusahaan, dan pelanggan dapat mengandalkan SOLIDWORKS Plastik untuk memberikan informasi yang sangat berharga. Ketahuilah bahwa menemukan Short shot, weld line, dan perangkap udara sendiri memberi Anda keunggulan awal pada part yang siap produksi. Mengisi mungkin salah satu bagian terpendek dari total waktu siklus tetapi bisa menjadi yang paling penting.
Temukan area yang menyebabkan Anda paling banyak masalah dalam produksi dan gunakan SOLIDWORKS Plastik untuk membantu menyelesaikan masalah itu. Lihatlah ventilasi Anda, weld line, dan pola pengisian untuk kembali membantu memecahkan masalah dalam cetakan produksi yang telah berjalan bertahun-tahun untuk memotong beberapa detik untuk produksi yang lebih banyak.



Comments
Post a Comment
Terimakasih